
Grønnere skipspropeller
Norsk oppfinnelse kutter en tredel av energien som går med når støperier lager propellblader til skip.
Noen av propellbladene fra Oshaug Metall AS er så store at de ville nådd opp til takrenna på tre-etasjes hus, dersom den ferdige propellen sto montert på land.
Sammen med Molde-bedriften har SINTEF utviklet energibesparende støperiteknologi som nylig besto sin eksamen under pilotforsøk i produksjonslokalene i Rosenes by.
– Forsøkene viser at metoden kan spare hele 35 prosent av strømmen som i dag brukes til å smelte metall når propellblader skal støpes, sier prosjektleder Arne Nordmark, SINTEF-forsker og far til oppfinnelsen.
Marinefartøy og cruise-skip
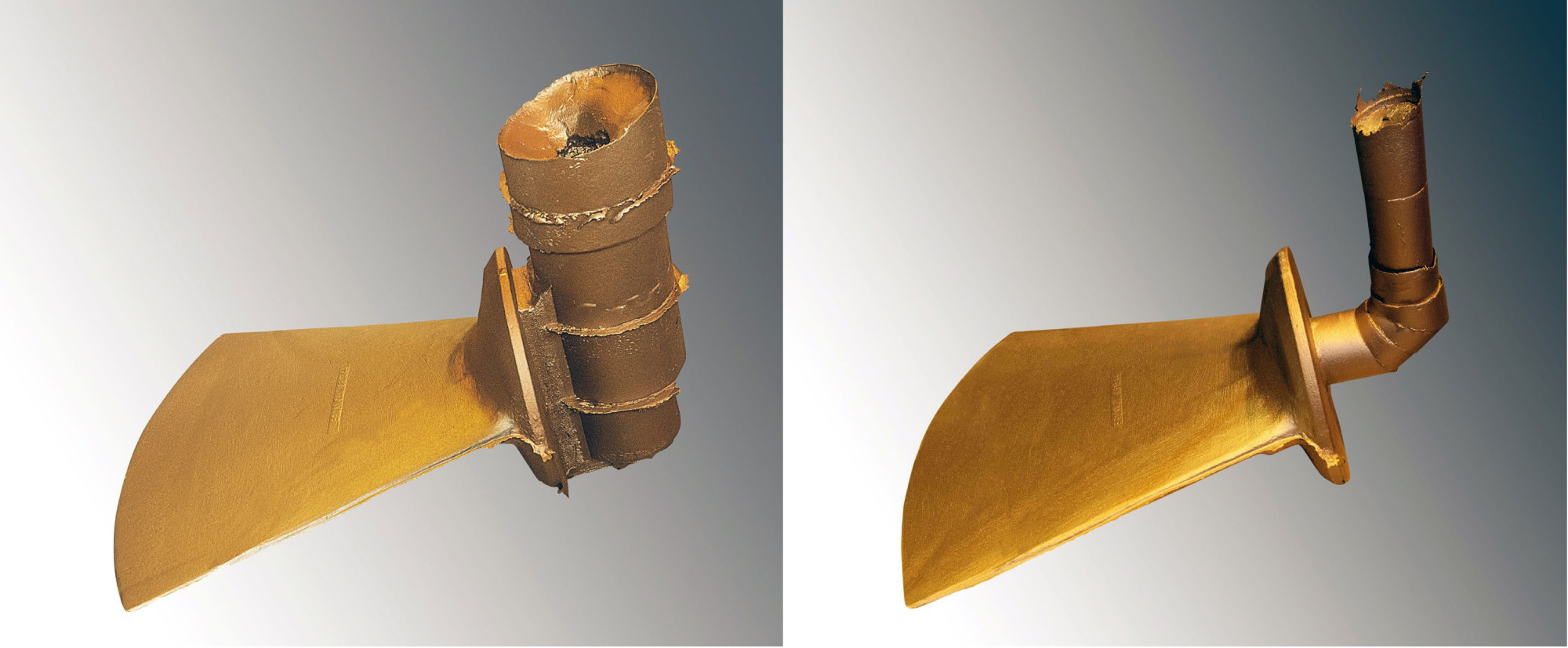
På begge bildene er et propellblad på 155 kilo nettopp støpt ut. Den størknede sylinderen til høyre på bildene, er gjenværende metall i “matere”. Disse har tilført propellbladet ekstra smelte fordi støpegods krymper ved størkning. Dagens mater (til venstre) har 164 kilo ubrukt metall. Den nye materen (til høyre) har bare åtte kilo ubrukt metall. Under dette forsøket sparte den nye teknologien dermed Oshaug Metall for smelting av 156 kilo ekstra-metall. Foto: Oshaug Metall/Arnt Jørgen Sønslien
Propelldeler fra støperiet i Molde ender i fremdriftssystemer og sidepropeller på alt fra marinefartøy til cruiseskip.
Smelteovnene hos Oshaug bruker like mye strøm som 100 norske gjennomsnitts-husholdninger til sammen. Årsforbruket er på 1,5 millioner kilowattimer.
– Prosjektresultatene tilsier at vi kan kutte strømforbruket med en halv million kilowattimer årlig, og på den måten redusere både utgifter og miljøbelastninger, sier adm. direktør Stein Berg Oshaug i Oshaug Metall.
Han er sjef for 40 ansatte og regner med å ta den nye teknologien i bruk i løpet av neste år.
“Ettermating” av metall
I motsetning til vann, som eser ut når det blir til is, krymper metaller når de størkner. Støperiene kompenserer for dette ved å tilføre litt ekstra metallsmelte fra “matere”.
Prosjektet InFEED
- Har resultert i induksjonsoppvarmede matere som kan spare energi i metall- og stålstøperier. Støping av propellblader, propellhoder, pumper, ventiler og andre større produkter vil være de mest relevante bruksområdene.
- Er et forskningsprosjekt, gjennomført med støtte fra Norges forskningsråd.
- SINTEF Materialer og kjemi ved forsker Arne Nordmark og ingeniør Kurt Sandaunet har stått for gjennomføringen, i nært samarbeid med bedriftene Oshaug Metall AS og Scana Steel Stavanger AS. Også EFD Induction a.s i Skien har bidratt.
- Oshaug Metall er fra før mest kjent for å ha støpt propellbladene til fremdriftssystemet på de nyeste destroyerskipene til Royal Navy i Storbritannia. Firmaet har også stått for tilsvarende leveranser til de nye norske fregattene.
Men også materen størkner. Skal den klare å utligne krympingen i støpestykket, må den ikke størkne før propellbladet. Den må inneholde smeltet metall helt til den kommende propelldelen har størknet. I dag løses dette ved å gjøre materne store. Store gjenstander størkner nemlig saktere enn små.
Tilfører varme
Den nye oppfinnelsen består i at metallet i materen holdes varmt – og dermed flytende. Det hele ved hjelp av en strømspole som leverer induksjonsvarme. Da trenger ikke materen være så stor lenger for å få gjort jobben sin. Det holder at den inneholder den vesle mengden med smelte som veier opp for krympingen i støpestykket.
Ifølge SINTEF-forsker Nordmark er dette viktig fordi:
- Et propellblad skapt ved tradisjonell støping, behøver i dag en mater som er nesten like stor som propellbladet for at materen ikke skal størkne for raskt. Et propellblad på 1000 kilo kan trenge en mater på 800 kilo.
- Men krymping under størkning utgjør bare nær ti prosent av vekta/volumet til propellbladet. Når materen holdes flytende ved hjelp av induksjonsvarme, er det derfor nok med en mater på bare 100 kilo til propellbladet på 1000 kilo.
- Fra å smelte 1800 kilo metall (1000 kilo pluss 800 kilo), vil et støperi med den nye teknologien klare seg med å smelte 1100 kilo (1000 kilo pluss 100 kilo). Det er dette som gjør metoden så gjerrig på energi.
Økt produksjonskapasitet
På toppen av dette oppnås en tilleggs-gevinst. Fordi oppfinnelsen nær halverer metallmengden som må smeltes, kan Molde-bedriften i framtida støpe flere propellblader per tidsenhet – eller større propellblader – enn den har smeltekapasitet til i dag.
– Den nye teknologien kan øke produksjonskapasiteten vår med hele 50 prosent. I kroner og øre er dette enda mer verdt enn strømmen vi sparer, sier adm. direktør Stein Berg Oshaug.
Mindre etterarbeid
Som en ekstra bonus synker behovet for belastende etterarbeid.
Metallstøping avsluttes med at materen kappes av fra støpestykket når alt metall er størknet. Det avskårne metallet smeltes om ved neste støping. Har materen stor diameter, er kappingen tidkrevende. Ved pilot-forsøkene i Molde, ble diameteren på materen redusert med 60 prosent. Den nye teknologien reduserer derfor kappearbeidet.
– Mindre etterarbeid gir lavere kostnader. I tillegg forbedres miljøet inne i støperiet når kappingen avtar, sier Stein Berg Oshaug.




